

製品検査から環境検査まで、
すべての微生物検査の“効率化”を
徹底追求
~「簡便」「迅速」「高信頼」のコンパクトドライを全面的に採用~
トライ産業株式会社様
駿河湾に面する静岡県は、全国でも有数の“海の幸の宝庫”で、その中でも清水港は“日本一の冷凍マグロ水揚げ量を誇る漁港”としても知られています。その清水港近くに位置するトライ産業株式会社様では、冷凍マグロのカットやパック詰めから、ネギトロなどの加工品の製造まで、顧客の多様なニーズに合わせた製造・加工を行っています。
同社の製造拠点は、静岡県の清水、島田、吉田の3工場で、いずれもHACCPに基づく衛生管理を運用しています(島田工場と吉田工場はアメリカ合衆国向け輸出水産食品加工施設およびEU向け輸出水産食品取扱施設の認定を取得)。
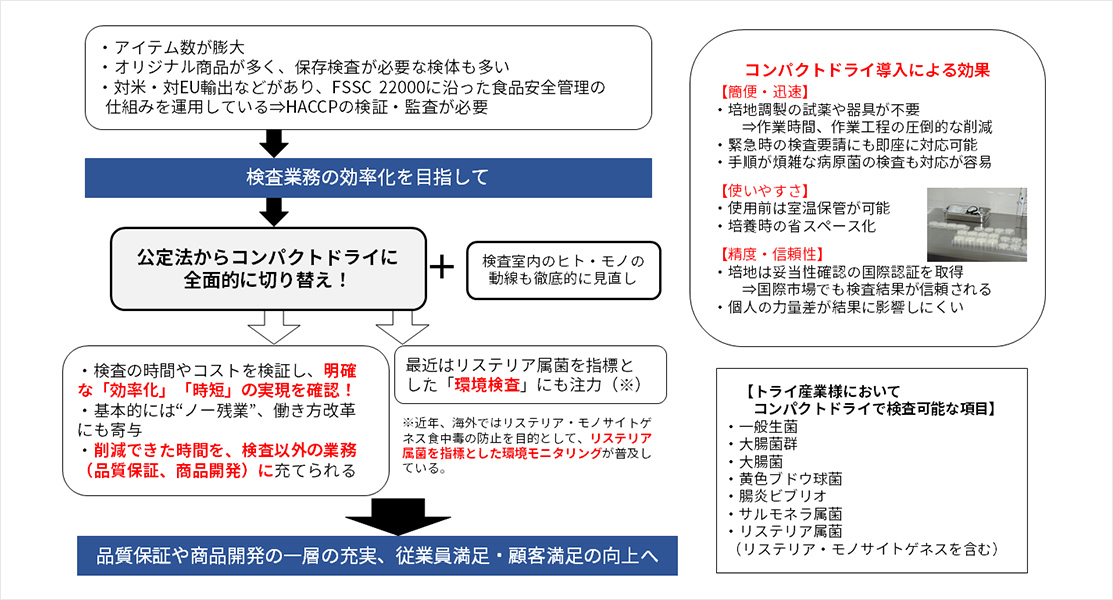
トライ産業様の製品の安全性を保証する上で、HACCPや衛生管理の状況を検証するための「微生物検査」は非常に大きな役割を果たしています。今回は2020年から稼働を開始したトライ産業・吉田工場を訪問し、品質保証室の浦田剛部長と加藤晴香主任に同社の品質保証の取り組みについて伺いました。同社の日常的な微生物検査に関する業務は、乾式簡易培地「コンパクトドライ」を最大限に活用することで、簡便、迅速かつ高信頼の検査体制を構築しています。


自主検査はすべてコンパクトドライに切り替え
――微生物検査に簡便・迅速な乾式培地「コンパクトドライ」を取り入れた経緯を教えてください。
浦田氏 2009年頃までは生培地を使用したり、培地を自家調製したりして公定法に沿った自主検査を行っていました。しかし、培地や試薬の調製に手間や時間を要し、結果が得られるまでに数日を要することから、業務の時間短縮や効率化が非常に重要な課題となっていました。
そこで、さまざまな代替法(簡便・迅速な微生物培地)の有用性を検証しましたが、使い勝手の良さや常温保管ができる点など、最も総合的な評価が高い培地がコンパクトドライでした。
――コンパクトドライの導入前に、気を付けた点はありますか?
浦田氏 コンパクトドライと従来法(公定法)の結果の相関性など、導入前検証はかなり慎重に行いました。検査法を変更した後も、きちんと「検査精度」を維持できていなければなりません。当初は検査結果にバラツキが生じる可能性も懸念されましたが、島津ダイアグノスティクスの方と情報交換する中で、信頼して使えるようになりました。
“浮いた時間”を商品開発業務などに有効活用
――コンパクトドライを導入した効果はいかがでしょう?
浦田氏 当社では、以前から検査に費やした時間やコストなどのデータをとっています。コンパクトドライの導入により、検査の準備や培地調製などが不要になったことで、検査時間は以前の半分近くまで削減できました。
また、検査時間の短縮で浮いた時間を品質保証関連の別の業務に充てられるようになったことは、非常に大きな効果の一つです。品質保証室の業務は、検査そのものが目的ではなく、「検査結果をいかに活用できるか?」「いかに製品の品質向上につなげられるか?」といった点も問われます。さらに当社の場合、検査室のスタッフは、品質管理や品質保証に関する業務のほかに、例えば商品開発などにも携わっています。
――検査担当者の1日の業務の流れを教えてください。
加藤氏 出社後、まずはコロニーカウントを行います。その後、昼までに午後からの検査の準備や、前の検体の廃棄などを済ませます。午後は、昼過ぎと夕方前に検査を行います。
最近は、時間的に余裕のある検査体制が構築できていると思います。検査のために残業することも、ほとんどありません。
新人でも熟練者でも信頼できる検査結果に
――御社の検査の中で、コンパクトドライで検査可能な項目を教えてください。
加藤氏 一般生菌、大腸菌群、大腸菌、黄色ブドウ球菌、腸炎ビブリオ、サルモネラ属菌、そしてリステリア・モノサイトゲネス(リステリア属菌)の検査が可能です。
以前は食中毒菌についても、自分たちで培地や試薬を調製していました。コンパクトドライに切り替えることで、培地調製や前増菌培養など煩雑な手順が不要になり、手間や検査時間が劇的に改善されたと感じています。ちなみに、リステリア・モノサイトゲネス検出用の培地(コンパクトドライLM)は、リステリア属菌も同時に測定できます。
一般生菌と大腸菌群はすべての製品で検査しています。そのほか、製品ごとに検査項目を組み合わせています。当社の場合、アイテム数が非常に多いので、すべての検体で検査を行うのは難しいことです。そのため、代表的な検体を選んで、できるだけ効果的な検査項目を組み合わせることを考えています。また、例えば「ある製品アイテムの製造開始時の検体は一般生菌、大腸菌群、黄色ブドウ球菌、腸炎ビブリオ、製造終了時の検体では一般生菌数と大腸菌群」といったように、製造のタイミングによって検査項目を検討することもあります。
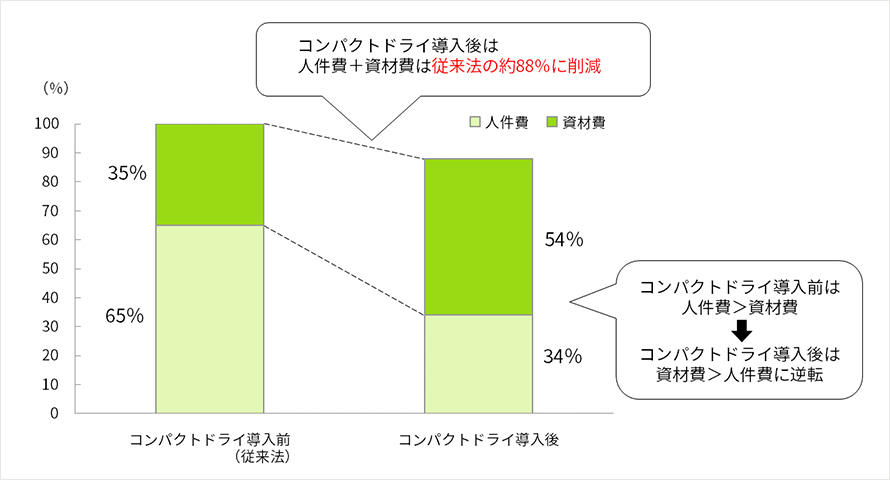
――簡便・迅速培地は、従来法よりもコストがかかるといわれています。
浦田氏 たしかに資材費は上昇しましたが、検査時間の劇的な削減(=人件費の削減)をはじめ、さまざまな副次的効果が得られているので、トータル的にはプラス面の方が多いと認識しています。検査コストを主要な検査経費の人件費と資材費で計算すると、コンパクトドライ導入後は従来法の約88%にコスト削減できました。従来法では、資材費が35%、人件費が65%を占めていましたが、現状資材費が54%、人件費が34%と逆転しています。
――精度管理の状況について教えてください。
加藤氏 定期的に島津ダイアグノスティクス主催の精度管理サーベイに参加していますが、結果はZスコア±1以内に収まっています。また、市販の標準菌株を用いた内部精度管理も実施しています。ちなみに、当社では、それらの結果を参考にして検査員の技能を認定する社内独自の資格制度も設けています。また、精度管理の際は、同一検体を公定法とコンパクトドライ法で検査し結果を比較することにより、コンパクトドライ法の信頼性を確認しています。
コンパクトドライは操作が簡便なので、微生物や検査に関する専門的な知識や経験がなくても、誰でもすぐに安定した検査結果が出せるようになります。そのため、検査担当者の手技による結果のバラツキが生じる可能性が極めて小さい点も大きな特徴です。検査担当に配属されたばかりの新人でも、信頼できる検査結果を導くことができます。
一般的に、新人が配属された時期は、検査員に対する教育・訓練に相応の時間が必要ですし、検査手順に慣れていないうちは検査に費やす時間が長くなりがちです。しかし、コンパクトドライに切り替えたことで、検査に関する教育・訓練に費やす時間も大幅に短縮できるようになりました。但し、検査員は、微生物の特徴や培地の性質、同定方法や顕微鏡による観察方法など基礎的な知識が要求されます。そのため、検査を担当できるようになってからも継続的な教育を行っています。

リステリア属菌を指標とした環境検査のニーズ高まる
――環境の微生物検査について教えてください。
加藤氏 環境調査では、一般生菌、大腸菌・大腸菌群、黄色ブドウ球菌の検査を実施しています。また、環境検査を行う時は、同時に水道水の検査も行っています。エア・サンプラーを用いた空中浮遊菌の検査も行っています。
近年、海外ではリステリア属菌やリステリア・モノサイトゲネスの環境検査の需要が高まっています。当社は対米輸出を行っているので、FDA(米国食品医薬品局)からHACCP関連の査察を受けた際に、環境検査について質問されたこともあります。
当社は現在、機械の食品接触面を中心に、工場ごとに20~30か所のふき取り検査を実施し、毎月、その中から数ヶ所をピックアップしてリステリア属菌の検査を行っています。これまでにリステリア・モノサイトゲネスが検出されたことはありませんが、「この箇所で検出されたら、どのような対策を取るか?」といった事後対応のプロトコルもあらかじめ決めてあります。
ちなみに、リステリア属菌の検査にもコンパクトドライを利用しています。リステリア属菌の検査は手順が非常に煩雑で、時間もかかります。コンパクトドライは圧倒的に簡便かつ迅速で、その有用性を実感しています。
――コンパクトドライは妥当性確認に関する国際認証を取得しています。
加藤氏 日本国内の取引に限定すると、培地の国際認証が話題に上がる機会は少ないと思います。ただし、国際認証を取得した培地であることは「検査結果の信頼性」に直結するので、今後、海外輸出を進めていくうえで、重要な意味を持つようになると思います。
――検査室が非常に清潔に維持されているのが印象的です。
加藤氏 「いつ、誰に見られてもよい検査室」を維持することは、常に意識しています。当社は2019年頃からFSSC 22000に準拠した自主衛生管理に取り組んでいます(第三者認証は取得していませんが)。FSSC 22000では内部監査や外部監査が行われますが、検査室は必ず監査対象として含まれます。そのため、検査室はあえてガラス張りにして、いつでも室内の作業が見られるようにしています。
●コンパクトドライを用いた微生物検査の様子●




近年のトレンドは“自動化・省力化の推進”
――今後の課題として考えていることはありますか?
浦田氏 現状では、検査結果として一部の特殊な色・形態のコロニー(培地表面の様子)は画像データとして残しておき、後からトレースできるようにしています。しかし、すべての検査結果を画像として残すことは、作業量の増加につながり検査効率化の低下を招きます。今後、さらに効率化を進めるには「検体から検査結果までをバーコードなどで紐づけした、データを一元管理できる仕組みを構築することも有効では?」といったことも考えています。また、コロニーカウントの自動化など、検査業務の自動化・省力化は今後のトレンドとして広がってくると思います。
当社の場合、品質保証室は(工場内の一部門という位置づけではなく)グループ全体の品質保証を牽引する「社長直轄の部署」として位置付けられています。検査結果を収集・解析することで、グループ全体の衛生管理の仕組みのPDCAサイクルを回す役割を担っています。今後もグループ全体の成長につながるよう、検査業務のさらなる効率化、検査精度の維持・向上に、妥協のない姿勢で取り組み続けたいと考えています。
関連リンク集
- コンパクトドライ 判定ガイド
コンパクトドライの培養結果について適切に理解していただくためのページです。 - 検査基本操作の動画-コンパクトドライ
コンパクトドライの使い方の応用例としての画線塗抹の方法や廃棄方法などを動画でご紹介しているページです。 - コンパクトドライ ピックアップページ
コンパクトドライの特長を紹介したページです。 - コンパクトドライ カタログ
- コンパクトドライ 製品一覧